

ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
замковую часть, которая служит для контроля первого вскрытия.
Суппозитории, пессарии, овули, палочки и др. упаковывают в контурную упаковку из ПВХ (ячейковую) или фольги (безячейковую). Способы упаковывания и применяемое оборудование описаны с главе17.
Упаковки для стерильных ТЛФ должны обеспечивать герметичность и гарантировать стерильность в течение всего срока хранения, предусмотренного НД.
2.3.2. Упаковка мягких лекарственных форм
Возможные виды упаковки мягких лекарственных форм (МЛФ) приведены в таблице 2.3.
|
|
|
Таблица 2.3 |
|
|
|
|
Лекарственная |
Вид потребительской тары |
Укупорочное средство или метод укупо- |
|
|
форма |
|
ривания |
1. |
Мази, кремы, |
Алюминиевая туба для меди- |
Пластмассовый бушон |
пасты, гели, ли- |
цинских мазей |
|
|
нименты |
Банка из стекломассы для ле- |
Навинчиваемая пластмассовая крышка с |
|
|
|
карственных средств |
пластмассовой или картонной проклад- |
|
|
|
кой с двусторонним полиэтиленовым |
|
|
|
покрытием |
2. |
Глазные мази |
Алюминиевая туба для меди- |
Конусный удлиненный рифленный пла- |
|
|
цинских мазей |
стмассовый бушон |
3. |
Пластыри |
Контурная тара |
Термосваривание или термосклеивание |
|
|
Банка пластмассовая или стек- |
Навинчиваемая пластмассовая крышка с |
|
|
лянная из темного стекла |
прокладкой и с двусторонним полиэти- |
|
|
|
леновым покрытием |
|
|
Пенал |
Полимерная пробка |
|
|
Пачка картонная |
Склеивание |
4. |
Горчичники |
Пакеты бумажные или поли- |
Склеивание или термосваривание или |
|
|
мерные |
термосклеивание |
Мази, пасты, гели, линименты упаковывают в алюминиевые или пластмассовые тубы (рис. 2.14), банки из стекломассы с винтовой горловиной или из стеклодрота с треугольным венчиком. Недостатком банок является контаминация поверхности содержимого при его отборе.
Предпочтительно использование металлических необратимо сжимаемых туб с внутренним лаковым покрытием, защитной мембраной и латексным кольцом. Алюминиевая туба практически полностью исключает возможность окисления продукта, потому что позволяет сократить до минимума контакт продукта с воздухом. Защитная мембрана служит для контроля первого вскры-

ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
тия, обеспечивая целостность продукта до первого использования. К преимуществам туб также относятся прочность, легкость, гигиеничность, удобство в использовании, возможность доставать продукт небольшими порциями.
Рис. 2.14. Общий вид тубы с бушоном
Алюминиевые тубы бывают цилиндрической или конической формы. У конических туб диаметр плеча меньше, чем хвостовой части. Цилиндрические тубы выпускаются вместимостью 2-460 мл. Конические тубы вместимость от 5 до 245 мл.
Тубы алюминиевые для медицинских мазей изготавливаются двух типов: обычные и с удлиненным носиком. Оба типа туб выпускаются различных объемов от 16 до 136 см3, а для туб с носиком предусмотрены меньшие объемы: 4,8
– 13,5 см3. Внутренняя поверхность туб покрыта защитным лаком для избежания взаимодействия продукта со стенками, а наружная – декоративной водостойкой эмалью, на которую наносят маркировку. Номер серии наносят
путем теснения на хвостовик тубы при ее запечатывании. |
|
|||
Для укупорки туб выпускают бушоны из ПЭ, |
реже из ПС, ПП: много- |
|||
|
|
гранные, конусные удлиненные рифле- |
||
|
|
ные; конусные без рифления для обыч- |
||
4 |
5 |
ных туб и |
бушоны, удлиненные для |
|
|
укупорки туб с носиком (рис. 2.15). Ес- |
|||
3 |
|
|||
|
|
ли в с остав мази входят антибиотики, |
||
1 |
2 |
ядовитые или легко окисляющиеся ве- |
||
|
|
щества, то их часто дозируют в мел кой |
||
|
|
фасовке или в упаковке для разового |
||
|
использования. |
|
||
Рис. 2.15. Применяемые виды |
|
|||
туб и укупорочные средства к ним: |
|
При |
наличии |
мембраны |
1 – туба обычная; 2 – туба с удли- |
подбирается бушон с выступом для ее |
|||
ненным носиком; 3 – бушон граненый; 4 – |
пробивки – для открывания тубы (рис. |
|||
бушон рифленый; 5 – бушон удлиненный |
|
2.16). |
|
|
|
|
|
|
|

ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
Рис. 2.16. Открывание тубы с мембраной
Упаковки для назальных, ушных, глазных, ректальных и вагинальных
мягких лекарственных препаратов должны снабжаться соответствующими аппликаторами.
За последние годы созданы различные устройства для дозированной выдачи содержимого туб. Примером такого устройства может служить упаковка, состоящая из основной и дозировочной камер с клапаном между ними. При открывании выпускного отверстия клапан прикрывает подачу продукта из основной камеры в дозировочную.
Технология упаковки. Расфасовывают МЛФ машины, которые состоят из следующих основных узлов: клапанно-поршневого дозатора и бункера. Все узлы и привод смонтированы в корпусе. Производительность регулируют изменением передаточного числа клиноременной передачи. Величину дозы регулируют, изменяя величину хода поршня. Поршень дозатора получает возврат- но-поступательные движения от привода через эксцентрик. Открывают кран дозатора, заполняют емкость (тубу или банки и т.д.).
Как правило, все современные машины управляются PLC при помощи панели управления (touch screen). Машины стандартно оснащены иглой с передовой бескапельной системой.
После наполнения тубы открытый ее конец герметично зажимается. Различаются двойная фальцовка (занимает около 14 мм), тройная (19 мм), согнутая двойная (18-20 мм), гребневый замок (22-25 мм). Для особенно текучих продуктов на внутреннюю сторону хвостовой части тубы наносится латексное покрытие (10-15 мм). При сильном сжатии резина склеивается, затем хвост зажимается.
Практически всегда туба покрывается белой грунтовочной эмалью, иначе при печати алюминий «возьмет» слишком много краски. Иногда эмалируют, плечи тубы. Еще один вариант дизайна – гофрированные круги. Но чаще всего
ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
плечи полируют, однако алюминий окисляется на воздухе и со временем все равно становится матовым.
Недостаток алюминия – низкая сопротивляемость механическому воздействию. Алюминиевая туба мнется, не восстанавливает форму после надавливания.
Упаковки для стерильных МЛФ должны обеспечивать герметичность и гарантировать стерильность в течение срока хранения, предусмотренного НД.
Упаковка пластырей и горчичников. В зависимости от агрегатного со-
стояния пластыри упаковывают в контурную упаковку, картонные пачки или пеналы, пластмассовые или стеклянные банки из темного стекла. Горчичники упаковывают в бумажные или полимерные пакеты. Технология упаковки приведена в главе 18.
2.3.3. Упаковка жидких лекарственных средств
Жидкие лекарственные формы (ЖЛФ) отличаются большим разнообразием форм и видов тары и упаковки. Возможные виды упаковки ЖЛФ приведены в таблице 2.4.
|
|
|
|
|
|
|
Таблица 2.4 |
||
|
|
|
|
|
|
||||
Лекарственная форма |
Вид потребительской тары |
Укупорочное средство или метод |
|||||||
|
укупоривания |
|
|
||||||
|
|
|
|
|
|
|
|
||
1. |
Нестерильные |
Флакон из стекломассы с винто- |
Навинчиваемая |
пластмассовая |
|||||
ЖЛФ |
|
(растворы, |
вой горловиной для ЛС |
или алюминиевая крышка с пла- |
|||||
суспензии, эмульсии, |
|
|
стмассовой пробкой |
|
|
||||
сиропы, |
настойки, |
Бутылка для пищевых жидко- |
Металлическая |
навинчиваемая |
|||||
экстракты, |
соки, |
стей |
|
крышка с пластмассовой пробкой |
|||||
бальзамы, |
эликсиры, |
|
|
|
|
|
|
|
|
ароматные воды) |
|
|
|
|
|
|
|
||
2. Капли (назальные, |
Флакон-капельница |
|
Полиэтиленовая |
|
|
пробка- |
|||
ушные и другие до- |
|
|
капельница с навинчиваемой пла- |
||||||
зируемые ЖЛФ) |
|
|
стмассовой крышкой |
|
|
||||
3. Глазные капли |
Тюбик-капельница для глазных |
Термосваривание |
|
|
|
||||
|
|
|
капель |
|
|
|
|
|
|
|
|
|
Флакон-капельница |
|
Полиэтиленовая |
|
|
пробка- |
|
|
|
|
|
|
капельница. |
|
|
|
|
|
|
|
|
|
Резиновая или |
эластомерная |
|||
|
|
|
|
|
пробка, алюминиевый колпачок. К |
||||
|
|
|
|
|
флакону |
прилагается |
|
пробка- |
|
|
|
|
|
|
капельница полимерная |
|
|
||
4. Спреи |
|
Полимерный или |
стеклянный |
Клапанно-распылительное |
уст- |
||||
|
|
|
флакон |
|
ройство |
непрерывного |
действия |
||
|
|
|
|
|
или дозирующий клапан |
|
|
||
5. Аэрозоли |
Металлический, стеклянный или |
Клапан |
нажимной |
непрерывного |
|||||
|
|
|
комбинированный |
аэрозольный |
действия или дозирующий клапан |
||||
ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
|
|
баллон с покрытием |
|
|
|
|
|
||
6. Клеи кожные и |
Флакон |
из |
стеклодрота |
или |
Резиновая |
или |
эластомерная |
||
медицинские |
стекломассы для ЛС |
|
пробка, алюминиевый или поли- |
||||||
|
|
|
|
|
|
мерный колпачок |
|
|
|
7. |
Лекарственные |
Стеклянная ампула для ЛС |
|
Запайка капилляра ампулы |
|
||||
средства для инъек- |
Флакон |
из |
стеклодрота |
или |
Резиновая |
или |
эластомерная |
||
ций, инфузий и им- |
стекломассы для ЛС |
|
пробка, алюминиевый или поли- |
||||||
плантаций |
|
|
|
|
мерный колпачок |
|
|
||
|
|
Бутылка стеклянная для крови и |
Резиновая |
или |
эластомерная |
||||
|
|
кровезаменителей |
|
пробка, алюминиевый или поли- |
|||||
|
|
|
|
|
|
мерный колпачок |
|
|
|
|
|
Ампула полимерная |
|
Термосваривание |
|
|
|||
|
|
Полимерный флакон |
|
Термосваривание |
или |
евро- |
|||
|
|
|
|
|
|
колпачок типа pull-off |
|
||
|
|
Шприц-ампула полимерная |
|
Термосваривание |
|
|
|||
|
|
Мягкий пакет-контейнер |
|
Термосваривание |
|
|
|||
|
|
Карпула-картридж |
|
Силиковый |
или |
резиновый |
|||
|
|
|
|
|
|
плунжер и резиновая дентальная |
|||
|
|
|
|
|
|
пробка и металлический колпачок |
|||
|
|
Преднаполненный шприц |
|
Силиковый |
или |
резиновый |
|||
|
|
|
|
|
|
плунжер |
|
|
|
Фармацевтические растворы и экстракционные препараты. Несте-
рильные ЖЛФ выпускаются во флаконах из стекломассы с винтовой горловиной, стеклянных банках и бутылях для пищевых жидкостей, во флаконкапельницах.
Для дозирования жидкостей в стеклянные флаконы используются различные способы, выбор которых зависит от заданных условий проведения процесса дозирования и наполнения и от свойств жидкости. Жидкие лекарственные препараты с небольшим коэффициентом вязкости можно дозировать и по объему, и по уровню наполнения.
Для фасовки жидкостей используют автоматы с дозаторами. Фасовочнодозировочные машины классифицируют на: роторные и линейные. Большинство современных машин для фасовки жидкостей, относятся к машинам роторного типа и состоят из следующих узлов: станина с расположенными на ней устройствами; вращающегося бака для приема жидкости с разливочными приборами или дозирующими устройствами и поплавковой системой, поддерживающей при дозировании постоянный уровень жидкости в баке; распределительного и подающего механизма, обеспечивающего равномерную и синхронную подачу тары для наполнения и удаления ее после наполнения; вращающегося стола с подъемными столиками. Подъемные столики расположены на одной оси с

ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
дозаторами и служат для опускания и подъема тары при разливе.
В отечественной фармацевтической промышленности применяются несколько типов машин: универсальная фасовочная машина УФМ для жидких и вязких лекарственных препаратов, машина модели Ц2176 для фасовки жидких препаратов, автомат модели 3061 для фасовки больших доз жидких и вязких препаратов. Принцип работы автомата модели 3061 с дозирующим цилиндром
и со свободным бесштоковым поршнем приведен на рис. 2.17. |
|
||||||
|
2 |
|
|
От электродвигателя 1 через вариа- |
|||
|
|
|
тор 2 с реактивным моментом движение |
||||
|
|
|
|
||||
|
8 |
3 |
4 |
передается транспортеру 3, который пере- |
|||
1 |
мещает флаконы вдоль автомата. Толкате- |
||||||
|
|||||||
9 |
|
|
лем 4 от пневмоцилиндра 5 пустые флако- |
||||
|
|
|
|||||
|
|
|
|
ны устанавливаются под штуцером 6 доза- |
|||
|
7 |
|
|
тора. Жидкость из дозатора 7 через золот- |
|||
|
|
5 |
никовый клапан 8 от насоса 9 дозируется |
||||
|
|
|
|||||
|
|
|
во флаконы. Дозу |
регулируют, |
вращая |
||
|
|
|
6 |
||||
|
|
|
винт 10, ограничивающий ход поршня. |
||||
|
|
|
|
||||
|
|
|
|
Наполненные флаконы подаются на стол- |
|||
|
Рис. 2.17. Схема работы |
наполнитель и далее на укупорку, которая |
|||||
дозатора автомата (модель 3061): |
происходит на машинах карусельного типа |
||||||
1 – расходный бак, 2 – штуцер подачи |
непрерывного действия модели Ц2156. Эта |
||||||
сжатого воздуха, 3 – дозирующий ци- |
машина работает |
следующим |
образом. |
||||
линдр, 4 – плавающий поршень, 5 – |
|||||||
золотниковый переключатель, 6 – |
Флаконы, наполненные жидкостью, по од- |
||||||
штуцер дозатора, 7 – насос, 8 – пере- |
|||||||
ливная труба, 9 – клапан |
|
|
ному подаются через транспортер через |
||||
шнек-разделитель на карусель загрузочной звездочкой. На горло флакона опускается патрон, в котором находится пластмассовая крышка, предварительно поданная туда по лотку вибропитателя, крышка навинчивается. Разгрузочная звездочка захватывает укупорочный флакон и передает на транспортер автомата для наклейки этикетки модели Ц2159.
Для герметичной упаковки ЖЛС применяется полимерный контейнер с насадкой К2 номинальной вместимостью 115 мл. Контейнер комплектуется колпачком и насадкой для направленного введения ЛС.
Для упаковки ЖЛФ часто используются банки винтовые полимерные с контролем первого вскрытия (БВП и БВП1) вместимостью 100, 115, 125 мл, а также флаконы винтовые полимерные с контролем первого вскрытия (ФВП и

ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
ФВП1) вместимостью от 10 до 250 мл, которые могут использоваться и для сыпучих ЛС. Они производятся из ПЭТФ методом литья с последующим раздувом на одношаговых растягивающе-выдувных машинах модели ASB-50 MB фирмы Nissei (Япония). Банки и флаконы комплектуются крышкой, обеспечивающей герметичность банок и контроль первого вскрытия. Банки БВП и флаконы ФВП имеют цилиндрическую форму корпуса, банки БВП1 имеют прямоугольную или квадратную форму корпуса, флаконы ФВП1 имеют прямоугольную (плоскую) форму корпуса. Внешний вид полимерных упаковок для ЖЛФ приведен на рисунке 2.18.
К2-115 |
БВП1-100 |
БВП-115 (Тип 2) |
БВП-115 |
БВП1-125 |
ФВП-10-18 |
|
|
|
|
|
|
|
|
|
|
|
|
ФВП-25-18 |
ФВП-30-18 |
ФВП-55-20 |
ФВП-55-18 |
ФВП-200 |
ФВП1-250 |
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 2.18. Типы полимерных контейнеров для ЖЛС
Флаконы ФВП-10-18, ФВП-25-18, ФВП-30-18, ФВП-55-18 комплектуются пробкой-капельницей и крышкой укупорочно-навинчиваемой с контролем первого вскрытия. Флакон типа ФВП1 -250 комплектуется дополнительно насадкой (дозатором) и декоративным колпачком.
ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
Для упаковки густых и сухих экстрактов используют широкогорлые банки полимерные и из темного стекла, а также пакеты полиэтиленовые двухслойные вместимостью 1-50 кг.
Капли. Для жидких и вязких лекарственных препаратов в фармацевтической промышленности выпускаются упаковки, оснащенные дозирующими устройствами. Метод капельного дозирования применяется для доз, величина которых не превышает 1 мл, а для бо льших доз используется принцип объемного дозирования, что особенно важно при применении сильнодействующих сердечных препаратов, глазных, назальных и ушных капель и т.д.
Известно, что вытекание жидкости из сосуда возможно при замещении ее воздухом. Капельница должна иметь два отверстия и необходимо соблюдение условия разности гидростатического давления во флаконе между отверстиями вытекания и прохождения воздуха. Наиболее благоприятная скорость откапывания должна не превышать двух капель в секунду.
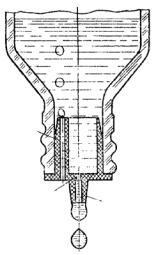
3Капельница с центральным каплеобразованием изображена на рис. 2.19. Она изготовлена в виде цилиндрического
2 |
1 |
корпуса с фланцем, воздушный канал расположен на внут- |
|
|
|
ренней стенке корпуса вдоль его цилиндра, и ограничен |
|
|
|
его высотой, а жидкостной канал выполнен в трубке, от- |
|
Рис. |
2.19. |
ходящей от центра фланца наружу. Такая конструкция |
|
Капельница с |
пробки-капельницы обеспечивает ей ряд преимуществ – |
||
центральным |
наличие определенной поверхности каплеобразования на |
||
каплеобразо- |
|||
торце жидкостной трубки и вертикальное положение |
|||
ванием: |
|
||
1 – каплеоб- |
фланца при откапывании позволяет достичь высокой точ- |
||
разующая трубка, |
ности дозирования. |
||
2 – отверстие для |
Существуют капельницы с принудительным капле- |
||
истечения |
жид- |
||
кости, 3 – воз- |
образованием. Крышка-капельница изготовлена из эла- |
||
душный канал |
|
||
стичного материала, а ее корпус легко сдавливается пальцами. При пользовании обрезают конец носика и сдавливанием производят откапывания. Для обеспечения точности дозировки некоторые флаконы могут иметь градуированную пипетку с отметками количества капель. Комбинированные капельницы применяют для глазных капель, флаконов с жидкими лекарственными средствами.

ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
Рис. 2.20. Элементы упаковки для стерильных и нестерильных ЛП капельного дозирования
В настоящее время широкое распространение получили капли, выпускаемые в мягких полиэтиленовых флаконах. Их недостатком является сложность точного дозирования лекарственного вещества, которая зависит от степени сжатия флакона: чем сильнее нажим, тем интенсивнее выделяется раствор, вплоть до появления струи. Возможность выделения раствора частыми каплями или струйно повышает риск передозировки лекарственного средства и развития побочных реакций.
Именно эти характеристики стали ключевыми при создании нового ассортиментного брэнда «удобные капли». Благодаря тому, что флакон имеет более жесткие стенки, выделение вещества струйно или частыми каплями практически исключено, ведь для этого требуется весьма существенное усилие. Для получения капли достаточно просто легко нажать на дно флакона (для удобства потребителей в этой области предусмотрено специальное углубление для пальца). Одно нажатие – одна капля.
Кроме точности дозирования, позволяющей предупредить передозировку, «удобные капли» имеют целый ряд дополнительных преимуществ. Так, флаконы изготовлены из специального полупрозрачного матового пластика, пропускающего гораздо меньше световых лучей, чем обычное стекло и прозрачный полиэтилен. Это обеспечивает дополнительную защиту раствора от света, ведь воздействие этого фактора способствует разрушению, а значит, и потере фармакологической активности лекарственных веществ, сокращению их сроков годности. В то же время, в отличие от полностью непрозрачных емкостей, в таких флаконах хорошо определяется уровень жидкости, что позволяет пациенту контролировать количество оставшегося препарата. Визуальный контроль за количеством препарата во флаконе важен для того,
ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
чтобы заблаговременно позаботиться о повторном приобретении лекарственного средства, ведь очень многие капли пациентам приходится применять достаточно длительное время. И, наконец, в препаратах брэнда «удобные капли» предусмотрен контроль вскрытия флакона, являющийся показателем его целости и герметичности.
На фармацевтическом рынке появились упаковки, когда в вертикальном положении флакона раствор распыляется в виде спрея, в горизонтальном положении флакона – в виде струи, в перевернутом положении – в виде капель.
На рис. 2.21 представлен удобный дозатор, который состоит из крышки, |
||
3 |
|
пробки и подвижного поршня со шкалой. Крышку |
|
свинчивают с горловины сосуда, за фланец выдвигают |
|
4 |
|
|
|
поршень на требуемую высоту, затем переворачивают |
|
1 |
|
|
|
бутылку на 180° и возвращают поршень в исходное по- |
|
|
|
|
|
|
ложение. Под действием избыточного давления из со- |
2 |
|
суда через поршень выдается доза жидкости, равная по |
|
|
объему части поршня, который вводят внутрь сосуда. |
|
|
После выдачи дозы сосуд возвращают в начальное по- |
|
|
ложение и герметизируют его навинчиванием крышки |
|
|
на горловину сосуда. Этот затвор-дозатор служит как |
Рис. 2.21. Порш- |
укупорочное средство, где объем дозы постоянен неза- |
|
висимо от вязкости дозируемой жидкости. Данный до- |
||
невой дозатор проб- |
затор гарантирует высокую точность дозирования ЛС. |
|
ка с отверстием для: |
||
1 –поршня; 2 – вы- |
При большой дозе целесообразно применять объ- |
|
движной |
поршень- |
емные дозирующие устройства, обычно прикладывае- |
дозатор; 3 – насадка с |
||
выпускным |
отверсти- |
мые к упаковке, такие как дозирующие ложечки, мен- |
ем; 4 – герметизирую- |
зурки и различные автоматические дозирующие уст- |
|
щая крышка |
|
|
ройства.
Лекарственные препараты под давлением. К этой группе относятся ЛС в аэрозольной упаковке и спреи. ЛС в виде спрея упаковывается в стеклянную или полимерную герметичную или негерметичную упаковку с распылительным устройством или специальным клапаном (механическим микродозатором), позволяющими выдавать содержимое в виде аэрозоля (рис. 2.22).
Аэрозоли упаковывают в герметичные алюминиевые и комбинированные баллоны, а также в стеклянные аэрозольные баллоны с защитным полимерным покрытием на основе ПВХ. Аэрозольная упаковка снабжена различными вида-

ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
ми клапанно-распылительной системы, в том числе и для дозированной выдачи лекарственного средства из аэрозольного баллона. Строение аэрозольной упаковки, получение и требования к ней описаны в главе 19.
Рис. 2.22. Элементы упаковки для ЛП в форме спреев и аэрозолей
Лекарственные средства парентерального и офтальмологического назначения. Для упаковки лекарственных средств для парентерального и офтальмологического применения используется разнообразная однодозовая и многодозовая первичная тара (контейнеры стеклянные и полимерные), а также укупорочные средства (пробки из натуральных и синтетических пластичных материалов или эластомеров, алюминиевые или пластмассовые колпачки).
Ассортимент тары для парентеральных лекарственных средств:
Ампулы – тонкостенные стеклянные контейнеры шести типов вместимостью 1, 2, 3, 5, 10, 20 и 50 мл, которые после заполнения продукцией герметизируют с помощью запаивания. Содержимое ампул извлекается только один раз после вскрытия ампулы. В последние годы инъекционные ЛС помещают в ампулы полимерные, шприц-ампулы из полимерных материалов вместимостью 0,5, 1, 2 мл; карпулы-картриджи стеклянные и полимерные вме-
стимостью 1,5 – 3,0 мл, преднаполненные шприцы.
Флаконы – более или менее толстостенные контейнеры с плоским или вогнутым дном, с корпусом разнообразной формы, резко переходящим в горловину, предусмотренную для укупоривания крышкой или пробкой. Содержимое флакона можно извлечь отдельными порциями за один или несколько раз. Раз-

ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
личают флаконы стеклянные для инсулина и общего назначения вместимостью 5, 10, 15, 20, 30 мл (рис. 2.23) и флаконы полимерные (ФП), которые получают из ПП методом экструзии с последующим раздувом. Флаконы должны выдерживать термическую стерилизацию при температуре 120 °С или другие виды стерилизации.
Рис. 2.23. Флаконы стеклянные общего назначения и для инсулина
Бутылки стеклянные для крови и компонентов крови, инфузионных и трансфузионных препаратов с гладкой горловиной вместимостью 50, 100, 250, 500 мл и с винтовой горловиной вместимостью 50, 100, 250, 500, 1000, 2000 мл. Укупориваются пробкой из специальных сортов резины или эластомеров с герметизацией колпачком из алюминиевой фольги или пластмассы.
Рис. 2.24. Бутылки стеклянные для крови и компонентов крови, инфузионных и трансфузионных препаратов

ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
Гибкие (мягкие) контейнеры
– пакеты полимерные для водных инфузионных растворов восьми типов номинальной вместимостью 100−1000 мл используются совместно с устройствами для вливания инфузионных растворов (рис. 2.25). Изготавливаются с одной и с двумя присоединительными трубками из экструдированной ПВХ пленки методом сварки токами высокой частоты. Производятся в «чистых» помещениях класса С. На поверхность
контейнеров методом тиснения наносится маркировка в соответствии с требованиями НД. Могут поставляться в комплекте с укупоркой − пробкой-фитинг в собранном виде с резиновой пробкой и колпачком из алюминиевой фольги.
Некоторые фармацевтические предприятия выпускают инфузионные растворы в мягких пакетах-контейнерах из многослойной полипропиленовой пленки «Propyflex», которая имеет значительно меньше ограничений, как в токсикологическом, так и технологическом аспектах.
Глазные лекарственные средства могут изготовлять:
–в стеклянных флаконах вместимостью 5, 10 мл;
–полимерных флаконах-капельницах 5, 10 мл;
–полимерных тюбик-капельницах вместимостью 1,5, 2, 5 мл. Стеклянную тару изготовляют на стекольных заводах согласно НД. По-
лученные стеклянные контейнеры подлежат обязательному промыванию, высушиванию или стерилизации перед их наполнением лекарственными препаратами. Для подготовки стеклотары применяются разные способы мойки, описанные в главе 20 «Лекарственные средства парентерального применения».
Для герметизации сосудов наиболее часто используют запайку с помощью газовых горелок (для стеклянных ампул), термосваривание (для полимерных ампул, шприц-ампул, гибких пакетов) и укупорочные средства: резиновые или эластомерные пробки фасонные (рис. 2.26) и алюминиевые или пластмассовые колпачки с контролем первого вскрытия, которые закатываются или на-

ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
кручиваются (для карпул, флаконов, бутылок и гибких контейнеров).
а |
б |
в |
г |
д |
е |
|
Рис. 2.26. Общий вид пробок и колпачков: |
|
а – пробка резиновая «инсулиновая» для укупорки флаконов; б – пробка резиновая для укупорки флаконов общего назначения с гладким горлом; в – пробка для лиофилизации; г – пробка резиновая диаметром 34 мм для инфузий в стеклянных контейнерах с гладким горлом ; д – евро-колпачок типа pull-off; е – колпачок медицинский алюминиевый с контролем первого вскрытия типа flip-off
Евро-колпачок типа pull-off состоит из внешнего и внутреннего полипропиленовых колпачков и резинового диска из полиизопрена. Внутренний колпачок контактирует с лекарственным препаратом. Внешний колпачок является защитным барьером от механических примесей и микроорганизмов. Во время процедуры инъекции верхняя защитная крышка срывается, открывая доступ к резиновому диску, который прокалывается иглой. Колпачки такого типа обычно используются для укупорки гибких пакетов с портами-патрубками (HARD Infusion ports) или для укупорки пластиковых бутылок для инфузионных лекарственных средств.
Отличительные особенности евро-колпачка типа pull-off: хорошая свариваемость с пластиком инфузионных бутылок и портами мягких пакетов; отличные упаковочные характеристики и показатели герметичности, не требует предстерилизационной очистки, хорошее сочетание с лекарственными препаратами и низкий уровень содержания растворяющихся в препаратах веществ, хорошие свойства при прокалывании. Данная продукция не требует
ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
очистки и может быть сразу использована в чистых помещениях.
Полимерные упаковки для парентеральных и офтальмологических препаратов. Для фармацевтического производства и офтальмологии большой интерес представляют различные контейнеры из пластических масс. Пластические контейнеры могут вырабатываться из одного или нескольких полимеров, не содержащих вредных для организма веществ, которые могут экстрагироваться в помещенные в них жидкости или оказывать токсическое действие.
В связи с широким внедрением полимерных упаковок в производство парентеральных и офтальмологических лекарственных средств разработаны и принципиально новые технологии их получения. Большой интерес представляет технология BFS (Blow-Fill-Seal) «выдувание – наполнение – герметизация». Это рациональный способ упаковки растворов парентерального назначения и глазных капель, при котором в течение одного непрерывного технологического цикла происходит формование первичных полимерных упаковок из стерильного (или нестерильного) термопластического гранулята, автоматическое наполнение стерильным раствором, герметизация и нанесение необходимой маркировки, делений, кодовых обозначений на емкости методом горячего (рельефного) теснения.
Среди разнообразных способов переработки полимерных материалов для фармацевтической промышленности наиболее широко представлены экструзионные методы формования и литьем под давлением. Экструзионный процесс осуществляется путем экструзионно-выдувного формования полых полимерных изделий с помощью выдувных агрегатов, в которых происходит многогнездовое формование емкостей, в частности ампул, из одной экструзионной заготовки с оформлением винтовых горлышек и емкостей, служащих для наполнения их растворами лекарственных веществ.
По данной технологии выпускают продукцию известные зарубежные фирмы: «Rommelag ag» (Швейцария), компании «Brevetti Angela S.r.l» (Италия), «PLUMAT» (Германия), «Luxun International Group» (Китай) и др.
Рассмотрим принцип работы автомата формовки и наполнения полимерных ампул (тюбик-капельниц) производства фирмы Brevetti Angela s.r.l. (Италия) и термопластавтоматов для литья колпачков и канюль.
Цикл начинается с загрузки в приемный бункер термопластавтомата стерильного полиэтиленового гранулята и подачу его в приемную воронку конструкционного узла, где с помощью разогретого экструзивного шнека гранулы
ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
уплотняются, пластифицируются и под давлением передаются к головке формовочного рукава, откуда горячий расплав выходит в виде 5 рукавов. Формовку изделий производят при температуре зон обогрева 180-200 °С. В головки формовочных рукавов по специальному патрубку подают стерильный сжатый воздух под давлением 0,5 – 0,8 МПа, чтобы при выходе из нее рукав не слипался, а внутренняя часть получаемой ампулы (тюбика) была стерильна. Часть рукава отрезается ножом и попадает в пресс-форму, охлажденную холодной водой до 6 °С, где помощи сжатого воздуха происходит выдувание корпусов ампул.
Одновременно в полученную емкость через питатель и дозатор подают жидкое лекарственное средство. При наполнении контейнера содержащийся в нем воздух выводится через выходной канал. При контакте с жидкостью стенка контейнера мгновенно затвердевает, а пресс-форма закрывается, одновременно формируя горлышко емкости (если это необходимо), и герметично укупоренный контейнер сходит с установки.
Пресс-форма автомата устроена таким образом, что с помощью передвижения по направляющим производится автоматическое перемещение в зону формования ампул (начало цикла). Режим изготовления полимерных ампул или тюбиков задается программой, которая устанавливается при помощи пульта управления.
Оборудование для технологии выдувание-наполнение-герметизация, ис-
пользуемое в производстве продуктов, подлежащих стерилизации на завершающей стадии, должно устанавливаться в окружающей среде не ниже класса D. Такое же оборудование, используемое при асептическом производстве и имеющее зону класса А с эффективным потоком воздуха, может быть установлено в окружающей среде, по крайней мере класса С, причем должна быть применена оболочка, соответствующая зонам типов А/В.
Но изготовление полимерных контейнеров на другом типе оборудования требует их стерилизации. Обязательной стерилизации должны подвергаться полимерные капельницы, шприцы, канюли со шприцевой головкой и защитные колпачки.
При стерилизации изделий из полимерных материалов следует учитывать возможные изменения свойств этих материалов под действием факторов стерилизации. Неправильно выбранный метод стерилизации приводит к существенным изменениям эксплуатируемых свойств полимеров в результате сложных процессов послестерилизационного старения. Для защиты полимерного изде-
ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
лия от неблагоприятных (чаще разрушающих) условий стерилизации и других видов переработки в состав полимера вводят различного рода низкомолекулярные соединения, в том числе стабилизаторы, которые придают готовому изделию комплекс необходимых потребительских свойств.
В последнее время часто применяется структурная стабилизация полимеров, которая не требует введения в них химических добавок. Для полимеров медицинского назначения такой прием, построенный на воздействии на полимер ионизирующего излучения в вакууме, является перспективным, поскольку он позволяет снизить интенсивность процессов окисления, которые проходят в полимерной матрице, без введения в нее химических антиоксидантов.
Методы структурной стабилизации широко применяются для радиационной модификации полиэтилена и позволяют в необходимом направлении изменять его физико-химические, тепло- и электрофизические свойства, релаксационную и химическую стойкость, долговечность и т.д.
После радиационной обработки полиэтилен приобретает «эффект памяти», впервые описанный Чарлсби (1962). Этот эффект состоит в свойстве полимера «запоминать» определенное состояние, при котором он был облучен. Далее можно деформировать или растягивать этот образец до другого состояния, однако при нагревании он снова восстанавливает изначальную форму и размеры. Повышенная радиация и температура усиливают и ускоряют способность полиэтилена восстанавливаться при деформировании, при этом увеличивается его прочность.
Изделия из полимерных материалов, как правило, требуют применения способов холодной стерилизации. Это объясняется тем, что бол ьшинство полимеров медицинского назначения чувствительны к действию высоких температур, которые могут вызывать разные изменения их механических и физикомеханических свойств. Наиболее перспективными способами стерилизации подобных материалов является использование ряда химических соединений, которым присуще в газообразном состоянии стерилизующее действие, а также разные виды ионизирующего излучения.
Использование газов для стерилизации лекарственных препаратов называется газовой стерилизацией, которая имеет определенные преимущества:
–позволяет стерилизовать медицинские изделия в конечной упаковке, полученной из любых полимерных материалов;
–способна обеззараживать растворы с терморлабильными веществами;
ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
Однако этот метод не лишен и недостатков. В связи с тем, что все используемые газы являются токсичными для человека, необходимо тщательно придерживаться правил техники безопасности. Кроме того, медленное удаление стерилизующих газов диктует необходимость длительной аэрации стерилизованных объектов (от нескольких часов до 6-7 суток). Некоторые исследователи предложили для ускорения процесса десорбции газов многократное вакуумирование стерилизованных объектов.
К числу используемых газов принадлежит этиленоксид, бромометил, пропиленоксид, глутаровый альдегид, озон, β-пропиолактон и др.
В последние годы в качестве стерилизационного газа часто используется этиленоксид. Одной из причин широкого использования этиленоксида при стерилизации полимерных изделий является его исключительно высокая способность к диффузии в полимерные материалы, что позволяет стерилизовать готовые изделия в герметичной упаковке. По своим технологическим и экономическим показателям стерилизация этиленоксидом успешно конкурирует с ионизирующим излучением, при чем в отличие от него этиленоксид практически не влияет на физико-химические свойства контейнеров. На этом принципе работают газовые стерилизаторы, например «ЕТО» (Италия), «Etoxenom» (Чехия) и др.
Однако этиленоксид взрывоопасный и вследствие своей высокой реакционной способности может реагировать со стабилизаторами в разнообразных полимерных композициях, изменяя их свойства. Поэтому при проведении газовой стерилизации необходимо включать в полимерную матрицу стабилизатор, который бы не только имел свойства антиоксиданта, но и «охранял» полимер от химического влияния стерилизующего агента. Для снижения взрывоопасности в этиленоксид вводят углекислый газ в соотношении 9 : 1.
Наряду с газовой стерилизацией в фармацевтическом производстве используют и другие методы холодной стерилизации: радиационную, стерилизацию токами ВЧ и СВЧ, ультразвуковую и др.
Радиационная стерилизация, наряду со значительными технологическими преимуществами по сравнению с другими видами холодной стерилизации имеет и отрицательные стороны, такие как процессы деструкции, окисления, трансформации двойных связей и другие структурные изменения в молекулах полимеров, что влияет на функциональные характеристики пластмасс, которые в свою очередь определяют возможность использования их для изготовления конкретного изделия. Этот вид стерилизации полимерных упаковок
ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
для лекарственных препаратов также требует для своего осуществления значительных производственных площадей, энергетических и материальных затрат на специальное оборудование, источники изотопов, подготовку квалифицированного персонала.
При ВЧ- и СВЧ-стерилизации следует учитывать, что при неоднородном объекте за счет неодинаковой электропроводности его отдельных частей достигается разная глубина воздействия (прогрева), а поэтому не гарантируется полная стерильность.
При выборе полимерного материала контейнера для лекарственных препаратов производители должны иметь гарантии того, что он во всех отношениях отвечает типовому образцу и в составе материала не происходит каких-либо изменений. Необходимо периодически подвергать образцы продукции исследованию с помощью физических методов (определение показателя текучести расплава, температуры размягчения, твердости, относительной плотности, инфракрасного спектра, показателя преломления) и химических анализов пластмасс (определение веществ, которые экстрагируются растворителями, примесей металлов, используемых в качестве стабилизаторов и др.).
Водные извлечения упаковок испытывают на кислотность или щелочность, присутствие окисляющих веществ, содержание разных ионов, величину сухого остатка. Особенное внимание уделяется проницаемости пластмасс относительно паров растворителя и газов, поскольку важно, чтобы растворы не становились более концентрированным при хранении и не загрязнялись веществами из окружающей среды. Кроме того, проводят биологические и токсикологические исследования.
В последние годы появились публикации исследований о незначительной миграции некоторые компоненты (чаще всего пластификаторов) поливинилхлорида в полиионные инфузионные растворы и воду для инъекций после стерилизации. Эти исследования могут сократить или расширить применение некоторых полимеров, но существенно не повлияют на стремительное развитие использования полимерных материалов для упаковки стерильных лекарственных форм.
Маркировка стеклянной и полимерной тары. Полученные ампулы и флаконы с лекарственными средствами для парентерального применения маркируют краской глубокой печати, тонкодисперсной струей (каплеструйная технология), наклеиванием самоклеющихся этикеток, рельефным тиснением на
ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
полимерные контейнеры.
Вторичная упаковка стерильных ЛС. Ампулы и флаконы с ЛС для инъекций с нанесенной маркировкой запаковывают в картонные коробки, контурную тару или пачки с дальнейшей укладкой их в транспортную тару в соответствии с НД. В зависимости от количества и вместимости потребительской тары коробки должны иметь перегородки, ячейки или гнезда.
Шприц-ампулы и тюбик-капельницы с ЛС могут быть упакованы в картонные коробки, пачки, полимерные пеналы, контурную тару или фольгу.
Для упаковки ампул выпускаются автоматы, которые предназначены для изготовления десятиместных картонных коробок с гофрированными вкладышами, укладки в них ампул, вместимостью 1–2 мл, 5 мл, 10 мл, 20 мл, с одн о- временным печатанием надписей на ампулах, закрыванием коробок и их оба н- дероливанием. Это машины линейного типа, непрерывного действия (рис.
2.27).
4 |
2 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
3
1
Рис. 2.27. Автомат для упаковки ампул в десятиместные картонные коробки (модель Ц2123)
Картонная лента подается на рулон 1 и проходит через клеевую ванну 3, где на нее наносятся полоски клея, для приклеивания гофрированного вкладыша. Затем перфорированные ножи механизма 2 наносят на ленту рицовки будущих сгибов, а ролики клише механизма печати накатывают паспортные данные в виде рельефных оттисков. Одновременно с бобины узла 4 в механизме формования гофры 5 подается бумажная лента для изготовления гофрированного вкладыша. В этом механизме формуется гофра, нижняя часть которой встречается с гладкой смазанной клеем картонной лентой корпуса коробки. Далее обе ленты продвигаются вместе, и корпус коробки склеивается с гофрированной лентой. В зону склейки через калорифер подается теплый
ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
воздух. Склеенная комбинированная лента проходит через механизм резки 6 и разрезается на заготовки коробки. При помощи упоров коробки продвигаются по направляющим к механизму укладывания палочек 7. Затем коробки проходят под барабаном механизма 8, который укладывает в гнезда ампулы, с нанесенными на них паспортными данными. Паспортные данные на ампулы наносятся механизмом 9 на пути движения ампул от загрузочного бункера к коробке. Заполненные коробки проходят через две пары гибочных роликов 11, которые закрывают коробки по линиям сгибов. Закрытые коробки попадают в зону транспортера-ускорителя под вакуумный барабан механизма для подачи бандеролей 12. Этот механизм захватывает бандероли из бункера и накладывает их на коробки. На пути движения из бункера к коробке на бандероль наносятся полоски клея. Коробка с бандеролью продвигается к механизму обандероливания 13, где концы бандероли перегибаются под прямым углом и обклеиваются торцы коробки. Коробки вынимают из бункера по мере накопления. Управление автоматом осуществляется от пульта 10. Производительность этих автоматов 700-1200 уп/час.
Кроме этого выпускаются автоматы для упаковки ампул в полимерную пленку и фольгу. Этот автомат производит одностороннюю контурную ячейковую упаковку для ампул, вместимостью 1 и 2 мл. Ориентировочная температура формовочного барабана +70°С, а барабана термосклейки – +180°С. Производительность его 3000 уп/час (5 ампул в упаковке). В этом случае в качестве материала для упаковки используется пленка ПВХ с температурой пластификации не выше +20°С, толщиной 0,3 мм, шириной 180 мм, рабочим диаметром 250500 мм, посадочным диаметром 70 мм и фольга алюминиевая печатная, ламинированная, толщиной 0,03 мм, шириной 175 мм, диаметром 250 мм, посадочным диаметром 70 или 30 мм.
Имеется автомат для упаковки ампул вместимостью 1 мл в полимерную пленку (модель 570). Автомат предназначен для маркировки и упаковки ампул вместимостью 1 мл в контурную ячейковую тару из полимерной пленка и покровного материала. Автомат смешанного типа, выполняет непрерывное формование ячеек в пленке, загрузку ее ампулами, термосклеивание, маркировку и вырубку готовых упаковок (рис. 2.28.).
Автомат работает следующим образом: пленка ПВХ поступает на формующий барабан, где размягчается нагревателем и формуется при помощи вакуума.