

- •Передмова
- •1.1. Породи великої рогатої худоби
- •1.2. Породи свиней
- •1.3. Породи овець
- •1.4. Породи коней
- •1.5. Породи і кроси птиці
- •1.5.1. Породи курей
- •1.5.2. Породи качок
- •1.5.3. Породи гусей
- •1.5.4. Породи індиків
- •1.6. Породи кролів
- •1.7. Основні вимоги щодо сировини м’ясної промисловості
- •Контрольні запитання і завдання
- •2.1. Перевезення тварин автотранспортом
- •2.2. Транспортування тварин залізничним транспортом
- •2.3. Перевезення тварин водним шляхом
- •2.4. Транспортування гоном
- •2.5. Центровивіз
- •2.6. Приймання та утримання тварин і птиці на м’ясопереробних підприємствах
- •2.6.1. Приймання і ветеринарний огляд тварин
- •2.6.2. Приймання тварин за живою масою і вгодованістю
- •2.6.4. Надходження худоби на скотобазу
- •2.6.5. Передзабійне утримання худоби на скотобазах
- •Контрольні запитання і завдання
- •3.1. Оглушення тварин
- •3.1.1. Оглушення великої рогатої худоби електричним струмом
- •3.1.2. Механічне оглушення тварин
- •3.1.3. Оглушення свиней електричним струмом
- •3.1.4. Оглушення свиней газовою сумішшю
- •3.2. Забій і знекровлення тварин
- •3.3. Знімання шкури
- •3.3.1. Піддування стисненим повітрям
- •3.3.2. Механічне знімання шкури
- •3.4. Оброблення свинячих туш у шкурі
- •3.5. Оброблення свинячих туш методом крупонування
- •3.6. Видалення внутрішніх органів
- •3.7. Розпилювання, зачищення і оцінювання якості туш
- •3.8. Гнучка автоматизована система переробки худоби
- •3.9. Переробка птиці
- •3.9.1. Оглушення птиці
- •3.9.2. Забій птиці
- •3.9.3. Обшпарювання тушок і видалення оперення
- •3.9.4. Патрання і напівпатрання тушок птиці
- •3.10. Організація технологічного процесу переробки птиці
- •3.11. Оброблення перо-пухової сировини
- •3.12. Переробка кролів
- •Контрольні запитання і завдання
- •4.1. М’язова тканина
- •4.2. Сполучна тканина
- •4.3. Жирова тканина
- •4.4. Кісткова і хрящова тканини
- •4.5. Водозв’язувальна здатність м’яса
- •4.6. Фізичні властивості м’яса
- •4.7. Електрофізичні властивості м’яса
- •4.8. Зміни властивостей м’яса під час автолізу
- •4.9. Поживна цінність м’яса
- •4.10. Склад і поживна цінність субпродуктів
- •4.11. Характеристика, хімічний склад і біологічна цінність харчових субпродуктів
- •4.12. Кров
- •4.12.1. Хімічний склад, властивості і фізичні константи крові
- •4.12.2. Хімічний склад і властивості плазми крові
- •4.12.3. Хімічний склад і властивості формених елементів крові
- •Контрольні запитання і завдання
- •5.1. Оброблення м’ясо-кісткових субпродуктів
- •5.2. Оброблення свинячих голів
- •5.3. Оброблення м’якушевих субпродуктів
- •5.4. Оброблення слизових субпродуктів
- •5.5. Оброблення шерстних субпродуктів
- •Контрольні запитання і завдання
- •6.1. Технологія оброблення кишок
- •6.2. Оброблення кишок на потоково-механізованих лініях
- •6.3. Вади кишкової сировини і фабрикату
- •Контрольні запитання і завдання
- •7.1. Склад і властивості жирів
- •7.2. Характеристика жиросировини
- •7.3. Технологія харчових тваринних жирів
- •7.4. Витоплювання жиру
- •7.5. Витоплювання жиру із м’якої сировини в установках періодичної дії
- •7.6. Витоплювання жиру із м’якої сировини під надмірним тиском
- •7.7. Витоплювання жиру із м’якої сировини в установках безперервної дії
- •7.8. Витоплювання жиру із твердої сировини в установках періодичної дії
- •7.9. Виробництво жиробілкової емульсії
- •7.10. Витоплювання кісткового жиру в установках безперервної дії
- •Контрольні запитання і завдання
- •8.1. Основні види продукції з крові та вимоги до якості сировини
- •8.2. Консервування крові
- •8.3. Стабілізація крові
- •8.4. Дефібринування крові
- •8.5. Сепарування крові
- •8.6. Технологія отримання просвітленої крові
- •8.7. Сушіння крові і плазми (сироватки)
- •8.8. Способи розпилення крові
- •8.9. Вибір режиму сушіння
- •8.10. Сушарки для крові і плазми (сироватки)
- •8.11. Виробництво кров’яного борошна
- •Контрольні запитання і завдання
- •9.1. Загальна характеристика сировини для виробництва органопрепаратів
- •Контрольні запитання і завдання
- •10.1. Причини псування м’яса та м’ясних продуктів
- •10.2. Вплив температури на якість м’яса та м’ясних продуктів при зберіганні
- •10.3. Технологія консервування м’яса та м’ясних продуктів
- •10.4. Заморожування та зберігання замороженого м’яса та м’ясних продуктів
- •Контрольні запитання і завдання
- •11.1. Технологія підготовки шкур до консервування
- •11.2.1. Сухосольовий спосіб консервування
- •11.2.2. Консервування шкур тузлукуванням
- •11.3. Сортування, маркування і пакування шкур
- •11.4. Технологія оброблення щетини-шпарки
- •11.5. Технологія оброблення волосу худоби
- •Контрольні запитання і завдання
- •12.1. Асортимент ковбасних виробів
- •12.2. Вимоги до готової продукції
- •12.3. Вимоги до сировини і допоміжних матеріалів
- •12.3.1. Основна сировина
- •12.3.2. Допоміжна сировина і матеріали
- •12.4. Технологічний процес
- •12.4.1. Приймання сировини
- •12.4.3. Розбирання сировини
- •12.5. Виробництво варених ковбасних виробів
- •12.5.1. Вторинне подрібнення і приготування фаршу
- •12.5.2. Наповнення оболонок фаршем і формування ковбасних виробів
- •12.5.3. Термічне оброблення варених ковбасних виробів
- •12.6. Фаршировані ковбаси
- •12.7. Виробництво напівкопчених ковбас
- •12.7.1. Перший спосіб виробництва напівкопчених ковбас
- •12.7.2. Другий спосіб виробництва напівкопчених ковбас
- •12.8. Виробництво ковбасних виробів із м’яса птиці
- •12.9. Виробництво варено-копчених ковбас
- •12.9.1. Перший спосіб виробництва варено-копчених ковбас
- •12.9.2. Другий спосіб виробництва варено-копчених ковбас
- •12.10. Виробництво сирокопчених ковбас
- •12.10.1. Перший спосіб виробництва сирокопчених ковбас
- •12.10.2. Другий спосіб виробництва сирокопчених ковбас
- •12.10.3. Особливості виробництва напівсухих сирокопчених ковбас
- •12.11. Виробництво сиров’ялених ковбас
- •12.12. Особливості виробництва деяких видів ковбасних виробів
- •12.12.2. Виробництво ліверних ковбасних виробів
- •12.12.4. Виробництво холодців
- •12.12.5. Виробництво сальтисонів
- •12.13. Виробництво продуктів із свинини, яловичини і баранини
- •12.13.1. Асортимент виробів
- •12.13.2. Технологія виробів із свинини, яловичини і баранини
- •12.13.3. Продукти зі свинячого шпику
- •12.14. Контроль якості ковбасних виробів
- •Контрольні запитання і завдання
- •13.1. Асортимент м’ясних консервів
- •13.2. Вимоги до готової продукції
- •13.3. Характеристика сировини м’ясних консервів
- •13.3.1. Основна сировина
- •13.3.2. Харчові добавки і прянощі
- •13.4. Консервна тара і вимоги до неї
- •13.5. Виготовлення тари
- •13.6. Маркування консервів
- •13.7. Основні технологічні процеси виробництва м’ясних консервів
- •13.8. Підготовка сировини для виготовлення консервів
- •13.9. Подрібнення м’ясної сировини
- •13.10. Перемішування сировини
- •13.11. Підготовка допоміжних компонентів
- •13.12. Підготовка і санітарне оброблення консервної тари
- •13.13. Фасування сировини в банки
- •13.14. Герметизація банок
- •13.15. Перевірка герметичності закупорених банок
- •13.16. Стерилізація консервів
- •13.17. Теоретичні основи теплового оброблення консервів
- •13.18. Визначення формули стерилізації
- •13.19. Способи розрахунку змін поживної цінності продуктів при стерилізації
- •13.20. Техніка стерилізації консервів
- •13.21. Особливості виготовлення пастеризованих консервів
- •13.23. Сортування, пакування і зберігання консервів
- •13.23.1. Сортування консервів
- •13.23.2. Пакування консервів
- •13.23.3. Зберігання консервів
- •13.24. Реалізація консервів
- •Контрольні запитання і завдання
- •14.1. Виробництво напівфабрикатів
- •14.1.1. Натуральні напівфабрикати
- •14.1.2. Паніровані напівфабрикати
- •14.1.3. Мариновані напівфабрикати
- •14.1.4. Січені напівфабрикати
- •14.2. Продукти швидкого приготування
- •Контрольні запитання і завдання
- •15.1. Теоретичні основи створення комбінованих м’ясних продуктів
- •15.2. Фізіологічна роль білків
- •15.3. Фізіологічна роль жирів і вуглеводів
- •15.4. Фізіологічна роль харчових волокон
- •15.6. Сучасна система асиміляції їжі
- •15.7. Шляхи поліпшення використання вторинної сировини тваринного походження
- •15.8. Поживна цінність і технологічні властивості сировини рослинного походження
- •15.9. Класифікація сировини і харчових добавок для виробництва комбінованих м’ясних продуктів
- •15.10. Технологічні процеси виробництва комбінованих м’ясних продуктів
- •15.10.2. Виробництво комбінованих ковбасних виробів
- •15.11. Підходи до аналізу вхідних характеристик сировини і технологічних процесів виробництва комбінованих м’ясних продуктів
- •15.12. Рангове оцінювання якості комбінованих м’ясних продуктів
- •Контрольні запитання і завдання
- •16.1. Будова і фізичні властивості яєць
- •16.2. Фізико-хімічні властивості яєчного білка
- •16.3. Фізико-хімічні властивості яєчного жовтка
- •16.4. Хімічний склад шкаралупи яєць
- •16.5. Первинне оброблення і зберігання яєць
- •16.6. Дефекти і мікробне псування яєць
- •16.7. Виробництво яйцепродуктів
- •16.7.1. Виробництво яєчного меланжу
- •16.7.2. Виробництво сухих яєчних продуктів
- •16.8. ПАКУВАННЯ І ЗБЕРІГАННЯ СУХИХ ЯЄЧНИХ ПРОДУКТІВ
- •Контрольні запитання і завдання
- •17.1. Характеристика і призначення клею
- •17.2. Характеристика і призначення желатину
- •17.3. Сировина для виробництва клею і желатину
- •17.4. Технологічний процес виробництва клею і желатину
- •17.5. Технологічна підготовка м’якушевої сировини
- •17.6. Технологічна підготовка твердої сировини
- •17.7. Лужне та кислотне оброблення сировини
- •17.8. Видалення желеутворювальних речовин
- •17.9. Оброблення бульйону
- •Контрольні запитання і завдання
- •18.1. Асортимент тваринних кормів
- •18.2. Кормовий і технічний жири
- •18.3. Сировина для виробництва сухих тваринних кормів та жирів для кормових і технічних потреб
- •18.4. Технологічні схеми переробки нехарчової сировини
- •18.4.1. Приймання та підготовка нехарчової сировини до переробки
- •18.4.2. Сортування, промивання і подрібнення нехарчової сировини
- •18.4.3. Теплове оброблення нехарчової сировини
- •18.4.4. Оброблення шквари
- •18.4.5. Коагуляція крові, формених елементів і шляму
- •18.5.1. Переробка технічної сировини в горизонтальних вакуумних котлах з відбиранням жиру на пресах
- •18.5.2. Переробка технічної сировини у вакуумних котлах з проміжним відбиранням жиру на центрифузі
- •18.5.3. Виробництво сухих тваринних кормів на лінії К7-ФКЕ
- •18.5.6. Переробка технічної сировини у горизонтальних вакуумних котлах з проміжним відбиранням жиру, суміщеним із сушінням і тонким подрібненням
- •18.6. Вимоги до якості сухих тваринних кормів
- •18.7. Оброблення жирів для кормових і технічних потреб
- •18.8. Пакування, зберігання та транспортування технічного і кормового жирів
- •Контрольні запитання і завдання
- •Список рекомендованої літератури

Частина ІІІ. Переробêа м’яса та м’ясної сировини
мами та правилами застосування, які встановлені в м’ясній про- мисловості.
Желатин. У консервному виробництві використовують харчо- вий желатин І, ІІ і ІІІ сортів у вигляді безбарвних чи світло- жовтих тонких прозорих пластин або дрібних часточок різного роз- міру. Вміст вологи в желатині не повинен перевищувати 16 %, а
загальна кількість мікрофлори в 1 г (см3) желатину — 200 тис. бактерій. Наявність патогенної мікрофлори не допускається. Стан- дартний розчин желатину повинен мати значення рН від 5 до 7 і температуру плавлення 27 – 35 °С.
Високополімерні молекули желатину розчиняються у воді за підвищених температур. Під час застигання вони утворюють сіт- частий каркас гелю, який утримує значну кількість вологи і надає продукту в’язкості. Як желеутворювальну сировину інколи викори- стовують також колагенвмісну сировину (сухожилля від жилування м’яса, добре очищену свинячу шкуру), подрібнену на вовчку.
Для утворення гелю в технологіях м’ясних та м’ясо-рослинних консервів використовують термостабільні (до 120 – 125 °С) караге- нати типу Лемікс 62, Лемікс 86 та ін. Водоутримувальна здатність карагенатів становить 1 : 100 з утворенням однорідного компакт- ного желе, яке надає вмісту високих споживчих властивостей.
13.4. КОНСЕРВНА ТАРА І ВИМОГИ ДО НЕЇ
Для розфасування м’ясних і м’ясо-рослинних консервів викори- стовують жерстяну, скляну або полімерну тару. Вона повинна бу- ти герметичною, міцною, хімічно інертною до вмісту, нешкідли- вою, мати добрі бар’єрні властивості, теплопровідність і бути трив- кою при нагріванні й охолодженні. Зберігати якість готового про- дукту під час зберігання можна лише за умови високої якості кон- сервної тари.
Стан консервної тари оцінюють за зовнішнім виглядом. Жерс- тяні банки з фасованою в них продукцією мають бути герметично закупорені. Корпус банок не повинен мати деформацій і плям ір- жі. Шви повинні бути гладенькими і щільно притиснутими до кор- пусу по всьому периметру банки, без накатів, напливів і підрізань, задирок і не хвилястими. Денця і кришки мають бути дещо уві- гнутими або плоскими.
Скляні банки з фасованою в них продукцією повинні бути без тріщин, патьоків, із герметично закупореними кришками. Зовніш- ня поверхня кришок не повинна мати пошкоджень лакового по- криття, плям іржі та деформацій.
На бічних поверхнях металевих і скляних банок повинні бути чисті етикетки.
Основний вид тари в консервній промисловості — жерстяні та скляні банки.
Жерстяні банки легкі. Маса їх при однаковому об’ємі приблиз- но втричі менша за масу скляної тари. Жерстяна тара міцна, має
358
Розділ 13. Виробництво м’ясних банêових êонсервів
високу теплопровідність, не чутлива до перепадів температури. Маса банки становить 10 – 17 % до маси продукту. Санітарне об- роблення жерстяних банок перед фасуванням здійснюється легко. Виробництво і використання їх добре піддається механізації й ав- томатизації, що сприяє економії витрат на транспортування тари, її підготовку, фасування в неї продукції, закатування, стериліза- цію, пакування продукції і транспортування.
Проте металеві банки зазнають зовнішньої та внутрішньої ко- розії, для попередження якої витрачають дефіцитні олово, дорогі лаки, емалі та консерванти.
Скляна тара має нижчу теплопровідність, більшу масу, крихка і має значно меншу термостійкість, ніж металева. Однак скло практично не взаємодіє з продуктом. Банки прозорі, тому спожи- вач має добре уявлення щодо вмісту консервів. До того ж скляну тару можна використовувати багато разів.
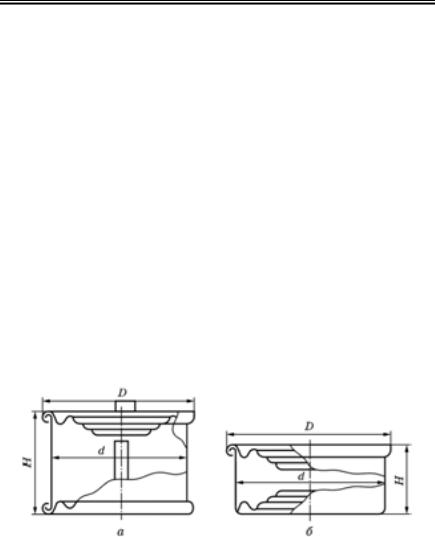
Металева тара (рис. 13.1). Для виготовлення металевих банок використовують жерсть. Вона має вигляд сталевої або алюмінієвої стрічки (листа) завтовшки 0,20 – 0,35 мм. Сталева стрічка за спо- собом прокатування буває гаряче- або холоднокатаною. Щоб запо- бігти корозії сталеву стрічку з обох боків вкривають оловом гаря- чим (марка ГЖК) або електролітичним (марка ЭЖК) лудженням. Електролітично луджена консервна жерсть може бути з диферен- ційованим (різна товщина шару олова з різних боків) покриттям (марка ЭЖК-Д). При виготовленні банки бік жерсті з товщим по- криттям завжди має бути повернутим у середину банки.
Рис. 13.1. Металеві банки:
а — збірні; б — суцільнотягнуті; Н — зовнішня висота банки; D — зовнішній діа- метр; d — внутрішній діаметр
Консервну білу жерсть залежно від товщини покриття шаром олова поділяють на: І клас — має товщину шару олова 0,32 – 0,4 мкм; ІІ клас — 0,7 – 0,77; ІІІ клас — 1,04 – 1,07 мкм.
Залежно від товщини консервну жерсть гарячого і електролі- тичного лудження поділяють на такі номери:
359
Частина ІІІ. Переробêа м’яса та м’ясної сировини
Номер жерсті |
20 |
22 |
25 |
28 |
32 |
36 |
Товщина, мм |
0,20 |
0,22 |
0,25 |
0,28 |
0,32 |
0,36 |
Білу жерсть № 20, 22, 25 використовують для виготовлення кор- пусів банок, а № 25 і 28 — кінців.
Покриття олова на білій жерсті має пори. Чим тонший шар олова, тим більша пористість покриття. Наявність пор знижує стійкість жерсті до зовнішніх факторів. У мікропорах є гальваніч- на пара залізо — олово і за наявності водних розчинів виникає електрохімічна корозія жерсті. Корозія руйнує покриття банки, зумовлює перехід у продукт іонів металу, спричинює псування консервів під час тривалого зберігання.
Жерсть електролітичного лудження має підвищену пористість покриття і використовується в консервному виробництві тільки після лакування.
Лакування жерсті є найефективнішим методом захисту її від ко- розії. Плівка лаку на банках повинна бути нешкідливою, не нада- вати продукту стороннього присмаку, мати високу хімічну стійкість до м’ясного середовища, добру адгезію до металу тощо. Такі вимоги задовольняють епоксидні лаки ЕП-547, ЕП-559 (золотистого, оран- жевого кольору), ФЕНОЛЕКС-050, ЕП-5118 (для алюмінію), емаль ЕП-5147 (сріблястого кольору), ЕП-5283 (світло-жовта), ЕП-5263 та ін. Емаль наносять на поверхню листа одним шаром на кожен бік або на внутрішню поверхню банки після її формування.
Алюміній та його сплави. Вони мають низьку жорсткість, добру пластичність і здатність до штампування.
У консервному виробництві використовують алюміній марок А5, А6, А7 і його сплави АМг2, АМц, АДО у вигляді листів або
стрічок завтовшки 0,30 – 0,35 мм. Стрічка має недостатню коро- зійну стійкість щодо більшості видів консервної продукції, тому її використовують у лакованому вигляді.
Хромована й алюмінована жерсть. Хромовану жерсть ХЛЖК виготовляють електролітичним нанесенням на знежирену холодно- катану рулонну сталеву жерсть тонкого шару (0,01 – 0,08 мкм) мета- лічного хрому.
Алюміновану жерсть виготовляють нанесенням металічного алюмінію на прокат тонкої сталевої стрічки. Товщина алюмінієво- го покриття становить від 0,1 до 2,0 мкм.
Для підвищення антикорозійних властивостей хромовану й алюміновану жерсть лакують лаком ЕП-527 або ЕП-547. Товщина лакового покриття 5 – 9 мкм.
При виготовленні корпусів банок використовують білу жерсть і алюміній завтовшки 0,18 – 0,28 мм, кінців — 0,2 – 0,32 мм.
Залежно від конструкції металеві банки виготовляють збірни- ми або суцільнотягнутими. Збірні банки можуть бути циліндрич- ними або фігурними. Вони складаються з трьох деталей: корпусів, денець і кришок (денця і кришки називають кінцями).
360

Розділ 13. Виробництво м’ясних банêових êонсервів
Збірна банка має поздовжній шов і поперечні шви біля денця і кришки. Поздовжній шов герметизують пропаюванням припо- єм — сполукою олова і свинцю або зварюванням при виготовленні корпусів. Поперечні шви формуються при з’єднуванні денець і ко- рпусів та кришок і банок під час їх герметизації. Поперечні шви ущільнюють за допомогою водно-аміачних розчинів і паст на кау- чуковій основі.
Суцільнотягнуті банки виготовляють круглими або фігурни- ми — прямокутними, овальними і еліптичними.
Залежно від розмірів (місткості, діаметра, висоти) і форми кож- на банка має умовний номер.
Ураховуючи різноманітність тари, яку використовують для ви- готовлення м’ясних консервів, для спрощення розрахунків і пла- нування виробництва застосовують спеціальну систему перера- хунків фізичних банок в умовні банки. Продуктивність вироб- ництва в умовних банках визначають за формулою
А = А |
Vф |
= А k, |
(13.1) |
|
|
||||
у фV |
у |
ф |
|
|
|
|
|
|
|
де Аф — продуктивність виробництва, фізичних банок; Vф — міст- кість фізичної банки, см3; Vу — місткість умовної банки, см3; k —
коефіцієнт переведення фізичних банок в умовні (k = Vф  Vу).
Vу).
За умовну банку беруть жерстяну банку місткістю 353,4 см3. Продуктивність консервного виробництва визначають у тубах (ти- сяча умовних банок) або мубах (мільйон умовних банок).
Для виготовлення м’ясних консервів найпоширенішими є ци- ліндричні банки діаметром 78, 83 та 99 мм.
Розміри і місткість круглих жерстяних банок наведено в табл. 13.3.
Таблиця 13.3. Розміри і місткість металевих банок
Номер |
Міст- |
Діаметр, мм |
Висота |
Спосіб виго- |
Коефіцієнт |
|||
кість, |
|
|
переведення |
|||||
зовніш- |
внутріш- |
|||||||
банки |
см |
3 |
Н, мм |
товлення |
фізичних |
|||
|
|
ній D |
ній d |
|
|
банок в умовні |
||
1 |
110 |
76 |
72,8 |
31,5 |
Штампована |
0,31 |
||
3 |
250 |
103 |
99 |
40,4 |
Збірна |
0,71 |
||
3 |
250 |
103 |
99 |
38,5 |
Штампована |
0,71 |
||
4 |
260 |
76 |
72,8 |
70 |
Штампована |
0,74 |
||
6 |
270 |
87 |
83,4 |
57 |
Збірна |
0,76 |
||
8 |
353 |
103 |
99 |
53,2 |
Збірна |
1,0 |
||
8 |
353 |
103 |
99 |
50,5 |
Штампована |
1,01 |
||
9 |
370 |
76 |
72,8 |
95 |
Збірна |
1,05 |
||
12 |
580 |
103 |
99 |
82 |
Збірна |
1,64 |
||
13 |
895 |
103 |
99 |
124 |
Збірна |
2,54 |
||
14 |
3020 |
157,1 |
153,1 |
172,5 |
Збірна |
8,55 |
||
15 |
8850 |
218 |
215 |
250 |
Збірна |
2,98 |
||
43 |
445 |
76 |
72,8 |
114 |
Збірна |
1,26 |
||
46 |
425 |
76 |
72,8 |
109 |
Збірна |
1,20 |
||
361

Частина ІІІ. Переробêа м’яса та м’ясної сировини
Використовують також жерстяні банки європейських типороз- мірів: суцільнотягнуті, збірні та збірні із зварним корпусом (звар- ні). Типорозміри банок з кришками наведено в табл. 13.4.
Таблиця 13.4. Асортимент банок європейських типорозмірів
Позначення |
Місткість, |
Діаметр, |
Висота, |
см3 |
мм |
мм |
|
73/26 |
90 |
73 |
26 |
73/30 |
105 |
73 |
30 |
73/33 |
115 |
73 |
33 |
73/36 |
125 |
73 |
36 |
73/47 |
160 |
73 |
47 |
73/54 |
185 |
73 |
54 |
73/58 |
206 |
73 |
58 |
73/80 |
300 |
73 |
80 |
73/82,5 |
320 |
73 |
82,5 |
73/102,5 |
390 |
73 |
102,5 |
83/85 |
403 |
83 |
85 |
80/83/85 |
403 |
80/83 |
85 |
83/107 |
600 |
83 |
107 |
99/28 |
182 |
99 |
28 |
99/31 |
198 |
99 |
31 |
99/33 |
210 |
99 |
33 |
99/47 |
290 |
99 |
47 |
99/48 |
304 |
99 |
48 |
99/48,5 |
306 |
99 |
48,5 |
99/50 |
314 |
99 |
50 |
99/61 |
396 |
99 |
61 |
99/61,5 |
400 |
99 |
61,5 |
99/65 |
420 |
99 |
65 |
99/67 |
446 |
99 |
67 |
99/78 |
515 |
99 |
78 |
99/80 |
545 |
99 |
80 |
99/119 |
833 |
99 |
119 |
99/136 |
985 |
99 |
136 |
Виконання
Суцільнотягнуті
Збірні, зварні
Збірні, зварні
Суцільнотягнуті
Збірні, зварні
Зварні
У м’ясній промисловості використовують також прямокутні збірні та суцільнотягнуті банки.
Скляна тара. Перевагою скляної тари є кислотостійкість скла, прозорість, можливість багаторазового використання. Банки виго- товляють із безбарвного скла.
Форму, основні розміри, місткість і масу скляних банок згідно з ГОСТ 5717–91 подано на рис. 13.2 і в табл. 13.5.
Залежно від способу герметизації скляні банки виготовляють з вінчиками трьох типів: І — обкатні; ІІ — обтискні «Єврокап»; ІІІ — нарізні «Євротвіст» (з кришкою твіст-офф). Умовне позначення банки містить: тип (І, ІІ, ІІІ), діаметр вінчика (58, 68, 82 мм) і міст- кість у міліметрах. Так, консервна банка І-82-1000 означає, що це банка першого типу — обкатна, з діаметром вінчика 82 мм і міст-
362

Розділ 13. Виробництво м’ясних банêових êонсервів
Рис. 13.2. Скляні банки і способи їх закупорювання:
а — банка І-82-500; б — банка ІІ-68-350: 1 — шийка горловини; 2 — вінчик горло- вини; 3 — торець горловини; 4 — горловина; 5 — плече банки; 6 — корпус банки; 7 — дно банки; в — банка ІІІ-68-350
кістю 1000 мл; банка ІІІ-68-650 має вінчик з різьбою для нагвин- чування кришки, діаметр вінчика 68 мм і місткість 650 мл.
Таблиця 13.5. Типорозміри скляних банок
Місткість, см3 |
Номер |
Висота |
Діаметр цилі- |
Маса |
||
|
|
вінчика |
банки Н, |
ндричної час- |
100 шт., |
|
номіна- |
|
|||||
повна |
горлови- |
мм |
тини D, мм |
кг |
||
льна |
ни |
|||||
|
|
|
|
|||
200 |
225±7 |
58 |
100 |
64 |
14 |
|
250 |
280±10 |
58, 68 |
100 |
71 |
17 |
|
350 |
385±10 |
68 |
125 |
72 |
21 |
|
350 |
385±10 |
82 |
88 |
89 |
19 |
|
500 |
560±10 |
82 |
118 |
89 |
25,5 |
|
650 |
710±15 |
82 |
141 |
89 |
35 |
|
800 |
865±15 |
82 |
162 |
93 |
41 |
|
1000 |
1060±20 |
82 |
162 |
105 |
75 |
|
Дотримання вимог головних розмірів банки є основою забезпе- чення герметичності закатування банок, стерилізації та транспор- тування консервів.
Щоб забезпечити герметизацію, кришки комплектують ущіль- нювальними прокладками. За будь-якого способу закупорювання кришки з прокладками мають бути міцно і герметично зафіксова- ні на вінчику горловини банки і залишатися постійно в такому положенні під час проведення всіх технологічних операцій, транспортування і зберігання.
Вважається, що найбільш надійна герметизація банок забезпе- чується при використанні банок з вінчиком горловини І типу. Враховуючи цінність м’ясної сировини, в Україні її фасують пере- важно у скляну консервну обкатну тару місткістю 350, 500 і 1000
363